
{kind=link}
Department of Textile Engineering
ReTex: Reinventing Sustainable Materials for Textiles
About
ReTex is a research and innovation program of the Department of Textile Engineering at Uttara University. We work on sustainable materials and textile waste recycling that fit the needs of Bangladesh’s textile sector. Our team includes teachers, students, and industry partners who design simple, practical, and science-based solutions.
ReTex studies textile waste, tests recycling routes, and creates new prototypes such as nonwovens, accessories, and bio-based composites. We also publish research, guide student projects, and support factories that want to reduce waste and adopt circular practices.
ReTex stands for a future where textile waste is not thrown away but used again as a resource. We aim to build knowledge, create products, and train people who can lead Bangladesh’s shift toward sustainable and circular textiles.
Vision
To help build a circular textile future where waste becomes a resource and sustainable materials are part of everyday life.
Mission
- Turn wastes from diverse sources including textile, agriculture, food etc. into useful materials through simple, science-based research.
- Engage students and teachers in hands-on recycling projects that build real skills.
- Work with factories and communities to create safe, low-cost recycling solutions
- Share knowledge to support Bangladesh’s shift toward sustainable textiles
- Develop new ideas and materials that reduce waste and protect the environment.
Prof Md. Abu Bakar Siddiquee
Advisor

Dr Syed Rashedul Islam
Associate Professor and Chairman

Md. Humayun Kabir Khan
Assistant Professor and Coordinator

A.T.M. Gulam Moula
Assistant Professor
Jabed Hossen Emon
Assistant Professor

Md. Anwar Hossain
Senior Lecturer

Rijon Saha
Senior Lecturer
Synthesis and characterization of polyvinyl alcohol-based bioplastic film incorporated with keratin extracted from duck feathers
Md. Lawshan Habib a, Md. Hanif Munshi a,b , Md. Kamruzzaman a,*, Tama Baul a, M. Mehedi Hasan a,cThe growing environmental impact of petroleum-based plastics has led to increased interest in biodegradable alternatives. However, many bioplastics still face limitations in terms of cost, mechanical properties, and degradability. To address these challenges, this study aims to develop an eco-friendly bioplastic film. Our methodology involves utilizing discarded feather keratin sourced from duck feathers, which is then incorporated into polyvinyl alcohol (PVA). The PVA matrix, along with the keratin filler, provides the bioplastic film with the necessary attributes for biodegradability as well as imparting mechanical and thermal properties that make it suitable for a wide range of sustainable applications. The keratin was successfully extracted from waste duck feathers, resulting in a commendable yield of 79 %. The bioplastic film was prepared using different concentrations of the constituents and subsequently analyzed using various characterization techniques. The thermal and mechanical properties of the bioplastic exhibited a notable enhancement when compared to pure PVA. The prepared film's optimal composition was determined to be P5K0.05 (PVA 5 wt% and Keratin 0.05 wt%). The other characterization techniques, such as FTIR, SEM, and TGA, also exhibit a commendable agreement with the obtained results. The results of the cytotoxicity assessment indicated that the prepared bioplastic exhibits biocompatibility.
Effect of Methoxy Groups on the Structure−Properties Relationship of Lignin-Derived Recyclable Epoxy Thermosets
Muhammad Abdur Rashid,* Jabed Hossen Emon, Md. Ariful Islam, and Md. Nabiul HasanA series of renewable lignin-derived imine hardeners (LDIHs) with different contents of methoxy-group (n = 0−2) were successfully prepared using lignin-derivative aldehydes (hydroxybenzaldehyde_M0, vanillin_M1, and syringaldehyde_M2) and cyclohexane diamine, used to cure epoxy monomers. The structural confirmation of LDIHs was performed by Fourier transform infrared spectroscopy (FTIR), gas chromatography−mass spectrometry (GCMS), and NMR spectroscopy. The curing behavior and mechanical and thermal properties of the resulting epoxy thermosets were evaluated by differential scanning calorimetry (DSC), tensile analysis, thermogravimetric analysis (TGA), and dynamic mechanical analyzer (DMA). Enhancing the number of methoxy groups lowered the curing reactivity between the LDIHs and epoxy monomers. Interestingly, the cured epoxy thermosets exhibited significantly distinct mechanical (10−106 MPa of flexural strength and 2.44−2.35 GPa of flexural moduli, 87−83 MPa of tensile strength and 2.6−2.4 GPa of tensile moduli), thermo-mechanical (3.1−2.9 GPa of glassy moduli and 94−82 °C of Tg), and thermal (307−288 °C of Td5%) properties due to the incorporation of varying number of methoxy groups in LDIHs. This is because of the oxygen content and electron-donating effects of high-methoxy-content thermosets. Moreover, these three cured LDIHs can be reprocessed and repaired several times without losing their mechanical and thermal properties due to incorporating dynamic imine bond into their molecular structures. Notably, the pendant methoxy groups attached in LDIHs significantly influences the dynamic performances of the cured thermosets and M2 displays the quickest stress relaxation level. Finally, all of the cured products showed excellent chemical stability in various solvents. These remarkable findings offer important clues for comprehending the structure−property link of recyclable epoxy thermosets with methoxy groups.
Investigating the properties of cotton fabric coating with polyacrylic rubber and using this polyacrylic rubber coated fabric as an alternative to polyethylene bags
Md. Nakibul Kawser1, Abdur Rahim2, Jabed Hossen Emon3*, Jinia Bhattacherjee4, Pranay Dutta5, Otabek Khujaev6, and Sarvarjon Karimov7Cotton fabric coated with polyacrylic rubber can be used as a replacement for polyethylene bags to avoid plastic pollution. In this research, we have investigated the use of polyacrylic rubber with 100% cotton fabric as a finishing agent where 2% of ammonium chloride was used as a catalyst. A pad-dry-cure technique was applied for the preparation of cotton fabric samples varying 6%, 8%, 10%, 12%, and 14% polyacrylic rubber. Tensile strength, tear strength, and bursting strength produced a balanced improvement in properties. After appealing gyro wash on each sample, it is established that the strength of the fabric has decreased slightly. Assessment of these properties has had a good impact on the strength of the fabric making which is a viable substitute for polyethylene bags.
Analysis of Mechanical and Thermal Properties of Hybrid FRP Composites with Short Jute, Coir and Glass Fibers – Effects of Different Fiber Loading and Waste Valorization
Subrata C. Das1,2 · Shujon C. Das2 · Md. M. Rahman2 · Md. A. Sayeed2,3 · Mahbub M. Khan4 · Md. S. Jahan2,3 · Tarikul Islam5This study explores the fabrication and characterization of hybrid composite materials reinforced with two natural fibers, jute and coir, and a synthetic fiber, E-glass, with a focus on waste valorization. The aim is to ulitize short fiber waste generated from the use of these materials in various applications. Unsaturated polyester resin was employed as the matrix, and all composite samples were fabricated using the hand lay-up technique, followed by room temperature curing. The fabricated composite systems included, single-fiber composites: jute/polyester (J0), coir/polyester (C0), and glass/polyester (G0). Binary hybrid composites (50/50 wt.%), such as jute/glass (JG), jute/coir (JC), and coir/glass (CG). Ternary hybrid composites with varying jute/coir/glass ratios such as H1 (50/25/25 wt.%), H2 (25/50/25 wt.%), H3 (25/25/50 wt.%), and H4 (33/33/33 wt.%). Mechanical characterization revealed that the JG hybrids exhibited a 118% increase in impact strength (IS) compared to J0, while CG showed a 124% improvement over C0. The JC hybrid demonstrated enhancements of 75% in tensile strength (TS), 160% in tensile modulus (TM), and 38% in IS relative to C0. Although the ternary hybrids (H1—H4) showed lower mechanical performance than J0, they significantly outperformed C0, with H4 delivering the most balanced and optimal performance. Additionally, TGA (Thermogravimetric Analysis) was conducted to assess the thermal stability and degradation behavior of the composites, supporting their potential for sustainable applications through effective utilization of fiber waste.
Enhancing the Performance of Lignocellulosic Textile Fabrics by Chemical Treatment and Filler Modification
Mahbub Morshed Khan, Md. Rokonuzzaman, Abu Sayeed, T. Islam, D. Paul, A.T.M. Gulam Moula, M.S. Jahan & S.C. DasTo improve the durability of lignocellulosic jute textiles, the raw woven fabric (plain weave) was treated with alkali and aloe vera solution. A coating of unsaturated polyester resin was employed to protect the jute textiles from outdoor environmental degradation. The initiator for the resin was methyl ethyl ketone peroxide (MEKP). To further improve the performance of the polyester-coated jute textiles, 10% Ca(OH)2 fillers were mixed with the resin. Hence, the developed jute textile samples were – J0 (raw jute textile), J1 (alkali and aloe vera treated and polyester resin-coated jute textile), and J2 [Ca(OH)2 filler-modified textiles of J1]. The physico-mechanical characteristics of all the jute textile samples were examined and evaluated via tensile, moisture, and water uptake performances. It was revealed that tensile breaking strength increased by 56% and 129% for J1 and J2 textiles, respectively, compared to the J0. The filler content samples (J2) also demonstrated an enhanced moisture resistance performance compared to J0. Further characterization was performed using FTIR (Fourier Transform Infrared) spectroscopy, TGA (Thermogravimetric Analysis), and SEM (Scanning Electron Microscopy) analysis. The aging test demonstrated improved properties for the modified jute textile samples in acidic and salt solutions, but weight loss occurred in alkaline solutions.
Sustainable Coloration and Functionalization of Silk Fabric Through Chinese Fringe Leaves (Loropetalum chinense) Extraction Using the Taguchi Method: An Alternative for Waste Management
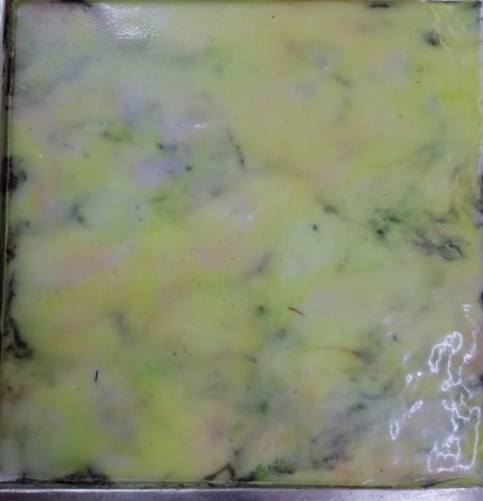
Md Shazzat Hossain1 · Syed Rashedul Islam2,3 · Yahui Zhou1 · Aimal Khan1 · Haroon A. M. Saeed1The escalating concern over the environmental impact of synthetic dyes in the textile industry has fueled a burgeoning interest in natural alternatives. This study aims to investigate the dyeing performance of silk fabric using dye extracted from Chinese fringe leaves (Loropetalum chinense), which are devoid of harmful chemicals, and to promote eco-friendly practices. The extraction process involved normal heating with crushed leaves, ensuring a purely natural dyeing method. Through experimentation, it was observed that higher dyeing temperatures, increased dye ratios, and longer dyeing duration enhanced color strength in the silk fabric treated with the Chinese fringe leaves dye. An orthogonal ( L16) Taguchi method was applied to determine the optimal dyeing conditions, emphasizing the significance of dye dosage and temperature in achieving maximum color strength. The initial parameter of K/S was 11.3 and the predicted parameter of K/S was 11.43, where the confirmation test value of K/S was 11.49 for the dyed fabric sample. Moreover, assessments of color fastness demonstrated satisfactory results ranging from good to excellent for washing, perspiration, rubbing, and light fastness. Fourier transform infrared analysis elucidated the interaction between dye molecules and silk fabric while scanning electron microscopy revealed the dye absorption by the silk fabric's surface. Thermogravimetric analysis revealed differences in thermal properties between dyed and undyed silk fabric, with dyed fabric exhibiting lower melting points and reduced thermal stability. Additionally, the dyed silk fabric exhibited decreased air permeability of 122 } 2 mm/s with an increased protection factor of 317.9 against UV and sun rays compared to its undyed silk fabric sample. In inference, the dye extracted from Chinese fringe leaves possessed a favorable affinity for silk fabric, presenting a promising alternative to synthetic dyes for sustainable coloration and functionalization in the textile industry.
Sawmill bio-waste for dye cotton fabrics
Principal investigator: Rijon Saha, Senior Lecturer, Department of Textile Engineering, Uttara University, Dhaka-1230, BangladeshCo-investigators: Erafat Jahan Hiea, MD. Arafat Mahmood, MD. Kawsar Ahmed, Rifat Hosain, Rakib Khan
This project focuses on creating an environment friendly dye using bio waste. iron wood powder will be used as the main source of dye and applied it to 100% cotton fabric. To improve the color performance, tamarind seed as a natural mordant will be used. Both materials come from bio waste, which helps reduce environmental impact. After preparing and applying the dye, the fabric will be tested in several ways to see if there were any changes or improvements in its properties Including color strength, washing fastness and overall behavior of the dyed fabric. The main goal of this project is to show that natural bio waste can be used to produce dyes and mordant that are safe for the environment, while also improving fabric performance. This approach supports sustainability and reduces the use of harmful chemicals.
A Green Approach to Enhance Flame Retardancy in Cotton Textiles Using Waste Coconut Shell and Lemon Extract
Principal investigator: Rijon Saha ,Senior Lecturer, Department of Textile Engineering, Uttara University, Dhaka-1230, Bangladesh, Abdullah Al Rakib Shikder, Lecturer, Department of Textile Engineering, Mawlana Bhashani Science and Technology University, Santosh, Tangail-1902, A.T.M. Gulam Moula, Senior Lecturer, Department of Textile Engineering, Uttara University, Dhaka-1230, Bangladesh, Md. Humayun Kabir Khan, Assistant Professor, Department of Textile Engineering, Uttara University, Dhaka-1230, Bangladesh., Dr. Md. Abdullah Al Mamun, Professor, Department of Textile Engineering, Mawlana Bhashani Science and Technology University, Santosh, Tangail-1902This study proposed a natural and non-toxic approach to expand the flame retardancy of 100% cotton-made woven fabric. The method involved applying a flame retardant finish using coconut shell extract and lemon juice, where lemon juice acted as a crosslinking agent. The treated fabric's surface morphology, chemical bonding, strength, stiffness, pickup percentage, LOI, and vertical flammability was analyzed. The treatments using lemon juice and coconut sap (CS) extract applied to cotton fabrics improved flame resistance. The 100% CS-treated fabric showed the best fire retardancy, with high LOI and low burning rate. Treated fabrics remained flexible and breathable, though not water-resistant. The study confirms CS extract as a sustainable flame-retardant alternative for textiles.

Natural sources as colorant in printing
Principal investigator: Ali Reza Muhammad Talha, Lecturer , Department of Textile Engineering, Uttara University, Dhaka-1230, BangladeshCo-investigators: Khandakar sarfaraz , MD LUTFAR RAHMAN, Md.Sujon mia, Md. Rakibul Hasan, Durjoy Deb Nath
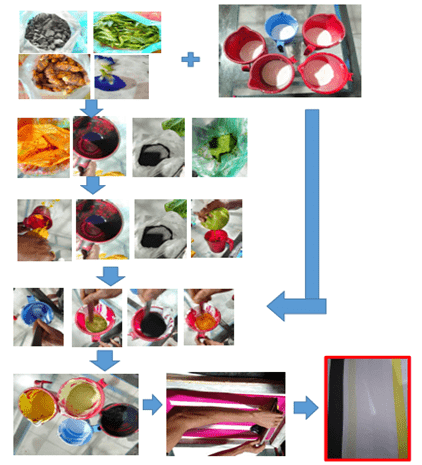
This project focuses on exploring the eco-friendly potential of natural colorants for printing on cotton fabric using four selected sources: coal, turmeric, chitalata flower, and neem leaf. Each raw material was collected, cleaned, dried, and ground into fine powder before extracting the color by mixing with water and heating when required. After preparing the printing screens, printing pastes were formulated using a suitable thickener, binder, fixing agent, and the extracted natural pigments to achieve proper viscosity and printability. Pre-treated cotton fabric samples were then printed using the prepared pastes, followed by drying and curing to ensure pigment fixation. The printed samples were evaluated through K/S measurements to determine color strength, CMC color difference tests for shade uniformity, and standard color fastness tests including light fastness, rubbing fastness (dry and wet), and wash fastness to assess the durability of the applied natural pigments. The results revealed differences in shade depth, uniformity, and fastness among the four colorants, with some showing stronger and more stable performance than others. Based on these observations, the study concludes that these natural colorants have potential for sustainable and eco-friendly textile printing, though further optimization of extraction and fixation processes may be required to enhance their commercial applicability.
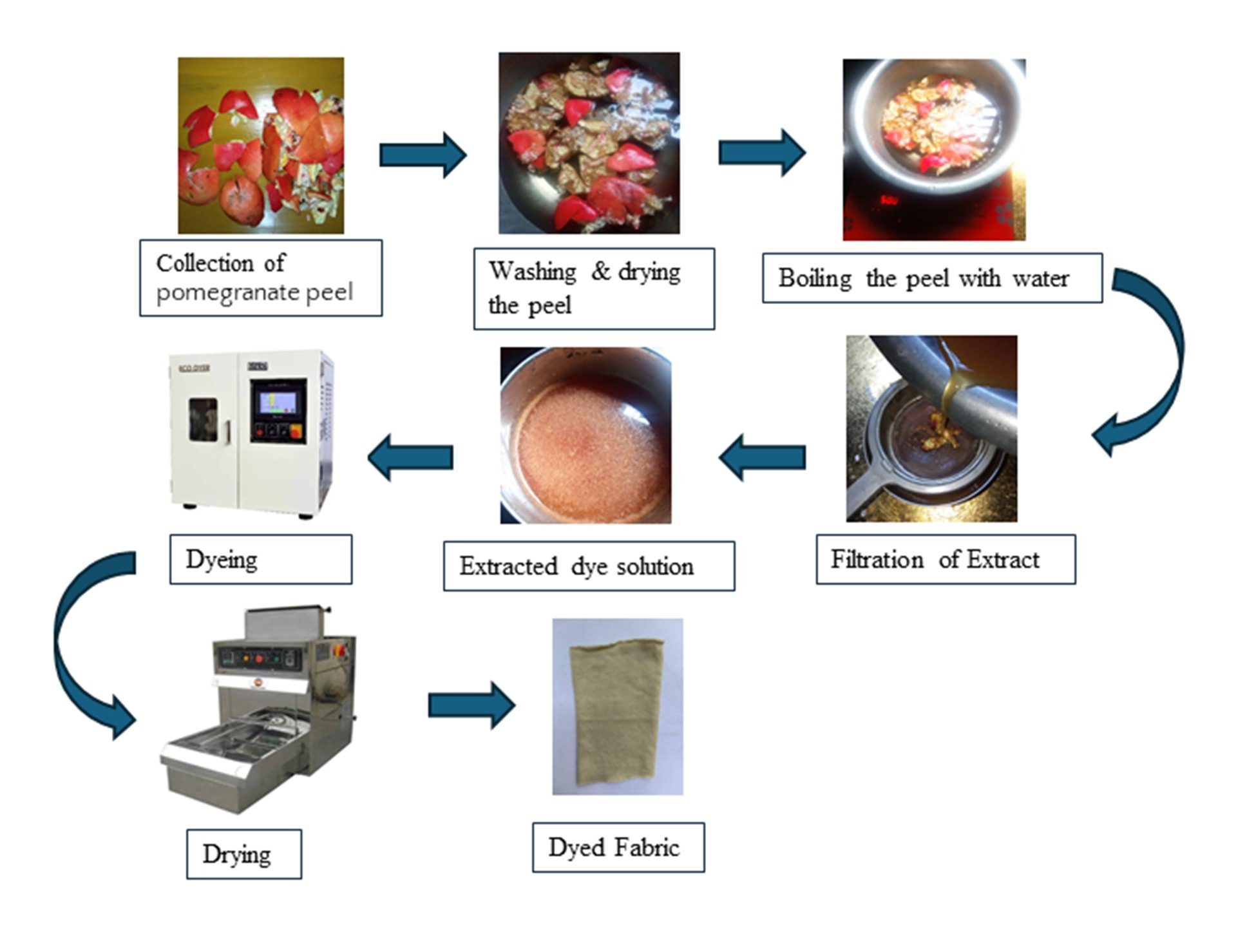
Dyeing of Cotton-Polyester Blended (CVC) Fabric Using Punica Granatum Extract
Principal investigator: Md. Anamul Haque Lecturer Department of Textile Engineering, Uttara University, Dhaka-1230, BangladeshCo-investigators: Shariar Saidul Mursalin, Md Moznu MiahId, Md Saddam Hosen, Md Siam Hossain
This research investigates the potential of pomegranate peel extract as a natural dye for cotton–polyester blended (CVC) fabric, to provide an eco-friendly and durable alternative to synthetic dyes. The dyeing process was carried out using the exhaustion method, and FTIR (Fourier Transform Infrared) spectroscopy revealed that the dye interacts with the fabric, primarily through hydrogen bonding between the phenolic groups in the dye and the functional groups of the fiber. The resulting dyed fabric exhibited a moderate color depth, with a K/S value of 2.1 at 420 nm, a result attributed to the high tannin content in the pomegranate peel extract, which has a strong affinity for cellulose fibers. Color fastness tests showed promising outcomes, with ratings of 4-5 for washing, perspiration, and dry rubbing, and a rating of 4 for both wet rubbing and light exposure. These results suggest that pomegranate peel extract offers a sustainable and effective alternative to synthetic dyes, providing an acceptable shade depth, good fastness, and environmental compatibility.
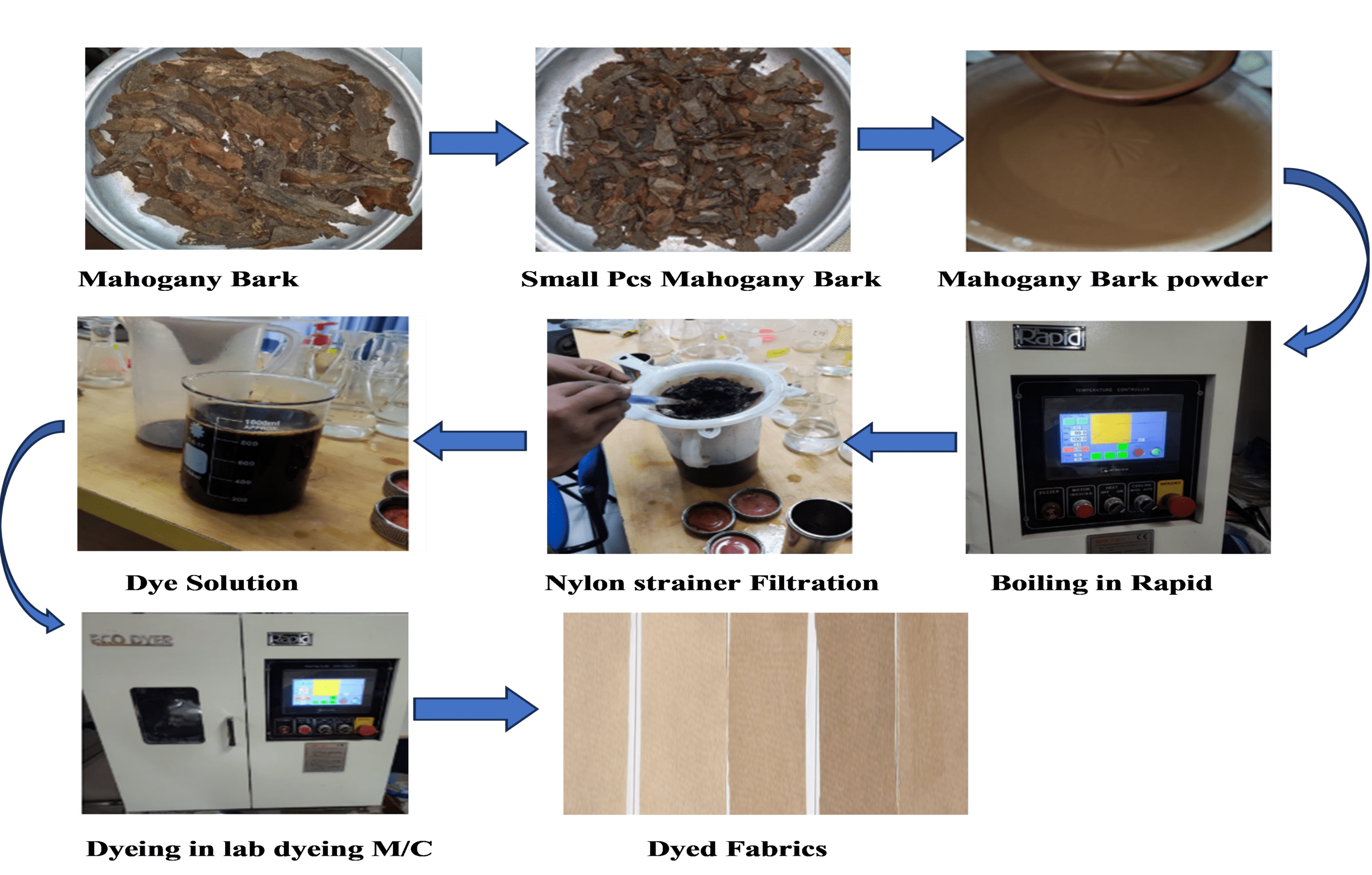
Dyeing of polyester fabric with natural colorants extracted from swietenia mahagoni bark
Principal investigator: A.T.M. Gulam Moula, Assistant Professor, Department of Textile Engineering, Uttara University, Dhaka-1230, BangladeshCo-investigators: Md. Alomgir Hossain, Md. Ekhtear Uddin, Md. Rashidul islam fahad
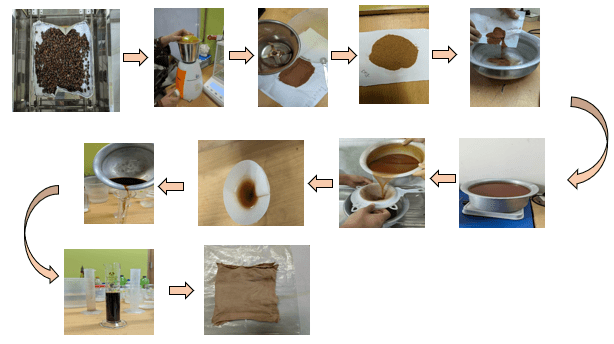
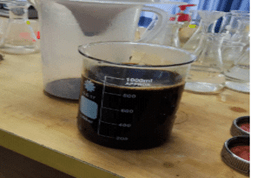
This project focuses on developing an environmentally friendly dye using mahogany bark, which is sourced from mahogany tree .The bark is sun-dried, ground into fine powder, and sieved. A measured amount of 50 g of this powder is then boiled with hydrochloric acid and water to extract the dye solution. After boiling, the mixture is filtered five times through nylon fabric to obtain a clean dye liquor. The prepared dye solution is applied to polyester fabric using a material-to-liquor ratio of 1:20 at different dyeing temperatures ranging from 100°C to 140°C for 60 minutes. After dyeing, the fabric undergoes neutralization with soda ash followed by soaping to improve color fastness and remove unfixed dye. The main goal of this project is to demonstrate that mahogany bark can serve as an effective and eco-friendly source of dye for synthetic fabrics and identify which sample have color strength is high within produce sample at different temperature.
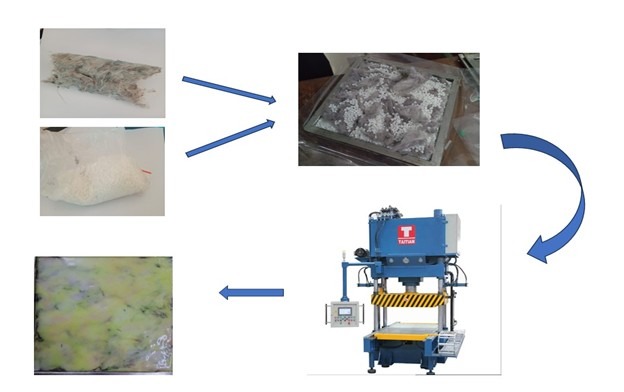
Eco-Friendly Fiber-Reinforced Bioplastic Composites
Principal investigator: Habibur Rahman, Lecturer, Department of Textile Engineering, Uttara University, Dhaka-1230, BangladeshCo-investigators: Tufayel Ahamed, Md Bayezid Hossain, Opu Rahman
A biodegradable composite produced by combining waste-derived natural fibers with a biodegradable thermoplastic matrix. The fibers are first cleaned, dried, and size-reduced, then blended with the molten polymer using melt-mixing processes. This mixture is subsequently molded, commonly through compression into the desired shapes. The resulting composite offers improved mechanical properties while remaining environmentally friendly and compostable at end of life.
Photos





























Loading...